Qualitätssicherung additiv gefertigter Bauteile
Anfangs in erster Linie im Bereich von Kunststoffen im Einsatz, gewinnt die additive Fertigung zunehmend im Metallbereich an Bedeutung. Insbesondere bei geringen Stückzahlen kann dieses Fertigungsverfahren kosteneffizient eingesetzt werden, da beispielsweise anders als bei Gussteilen keine Werkzeugkosten anfallen. Aufwändige Arbeitsschritte wie Schleifen oder Fräsen entfallen komplett. Das ist etwa beim Bau von Prototypen von großem Interesse, auch bekannt unter dem Begriff „Rapid Prototyping“. Hierbei dauert die Erstellung eines Prototyps oftmals nur wenige Stunden. Das kann bei immer knapper bemessenen Projektdurchlaufzeiten ein entscheidender Wettbewerbsvorteil sein. Ein weiterer Vorteil des 3D-Drucks besteht darin, dass die Werkstoffe oft eine höhere Homogenität aufweisen. Umso wichtiger ist allerdings durch entsprechende Materialprüfung die Qualität der gefertigten Teile sicherzustellen.
Micro Laser Sintering – Sonderform der additiven Fertigung
Die Firma 3D Micro Print GmbH fertigt kleine, qualitativ hochwertige Metallbauteile und führt Tests zur Untersuchung der mechanischen Kennwerte, wie Zugfestigkeit, Steckgrenze und Bruchdehnung durch. Die 3D Micro Print GmbH hat sich auf die Herstellung von Mikrobauteilen spezialisiert und wendet dabei das Verfahren des so genannten Micro Laser Sintering an. Interessant ist dieses Herstellverfahren grundsätzlich für alle Branchen, insbesondere aber für die Medizintechnik, die Luft- und Raumfahrt, die Halbleiterindustrie, Sensorik, Filtrations- und Strömungstechnik. Dabei handelt es sich z.B. im Gegensatz zum traditionellen Gießen um eine relativ neue Fertigungstechnologie, die seit 10 Jahren im industriellen Umfeld zur Anwendung kommt. Ziel ist es diese Technologie neben vorhandenen Gusstechnologien in den Serien- und Massenmarkt zu etablieren.
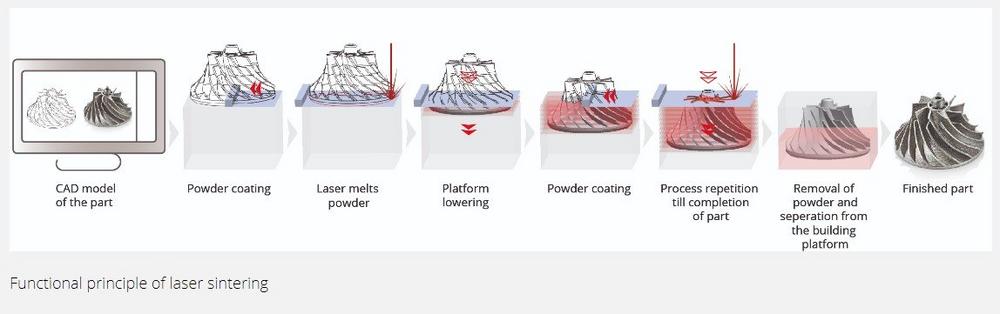
Das am Computer in 3D konstruierte Modell wird nach dem Pulverbettverfahren hergestellt. Hierbei wird das Pulver-Material eines Werkstücks Schicht für Schicht aufgetragen und verfestigt. Beim Micro Laser Sintern wird das Material per Laser strukturiert aufgeschmolzen und somit schichtweise miteinander verbunden. Diese Verfahrensweise benötigt keine zusätzlichen Werkzeuge und erfolgt mittels digitalen Datenaustauschs.
Das Hauptmerkmal des Micro Laser Sintering besteht darin u.a. Wandstärken von weniger als 100 µm zu erstellen mit einer Materialdichte von über 99 % bei gleichzeitiger Maßhaltigkeit und vollumfänglichen Materialeigenschaften. Durch eine unternehmensinterne Pulverspezifikation und der entsprechenden Micro Laser Sinter Technologie können diese Marktanforderungen erfüllt und teilweise sogar übertroffen werden. Durch diese hohen Auflösungen der Bauteilgeometrien und
-eigenschaften können im Vergleich zum MIM-Prozess (Metal Injection Moulding – Metallpulverspritzgießen) gleiche bzw. teilweise höhere Qualitätsstandards erreicht werden.
Besonders im Hinblick auf Oberflächenrauigkeit werden Rz-Werte von weniger als 10- 25 µm erreicht bei gleichzeitig hohen Dichten von über 99,5 %. Bauteilstückzahlen von mehreren tausend Stück sind somit in wenigen Tagen bzw. Wochen verfügbar bei gleichzeitig voller Flexibilität der Bauteilgestaltung.
Um diese Eigenschaften für Industriebereiche wie der Medizintechnik sicherzustellen, werden zum einen Kundenanforderungen nach hausinterner Zertifizierung nach ISO 9001:2015 geprüft und diese bereits schon jetzt nach den Anforderungen der ISO 13489 (sicherheitsspezifische Norm) bearbeitet und dokumentiert.
Für den Zugversuch an metallischen Werkstoffen nach DIN EN ISO 6892 erweisen sich die Probenformen nach DIN 50125 als gute Basis, bedürfen allerdings einer genauen Untersuchung. Besonders die Radien und Übergänge zwischen Probenkopf und Probentaille können häufig nicht in gewohnter Weise verwendet werden. Die Herstellung ist zwar problemlos möglich, allerdings führen kurze und scharfe Übergänge, wie z.B. bei Gewinde- oder Schulterproben, zu lokalen Spannungsüberhöhungen und entsprechendem Versagen an diesen Stellen – die Zugversuche mit dieser Bruchlage wären alle ungültig. Je nach Herstellungsverfahren muss die Oberfläche nachbearbeitet werden und kann nicht „as-built“ geprüft werden. Weitere Einschränkungen bei der Wahl einer Probenform kommen besonders bei hochpräzisen und teuren Herstellungsverfahren vor, da die Proben möglichst kurz sein sollen. Klassische Probeneinspannungen, wie Keilspannzeuge oder Schraubspannzeuge, lassen sich nur sehr aufwändig verkleinern. Deutlich einfacher sind dann formschlüssige Aufnahmen, aber ohne Gewinde. Flach- bzw. Rundzugproben mit einer Schulter als Gegenlager lassen sich leicht herstellen und einfach prüfen.
Aufgrund dieser hohen Anforderungen arbeitet die Qualitätssicherung der 3D Micro Print GmbH bereits seit einiger Zeit mit der Hegewald & Peschke Meß- und Prüftechnik GmbH zusammen. Aufgrund der langjährigen Erfahrung im Bereich der Mikroprüf- und Messtechnik ist Hegewald & Peschke ein erfahrener und verlässlicher Partner für den Bereich der Prüftechnik für additive Fertigungsprozesse.
Der Mess- und Prüftechnik-Spezialist mit Sitz in Nossen bei Dresden entwickelt, produziert und vertreibt seit 1990 hochwertige Maschinen, Komponenten und Softwarelösungen zur Werkstoff-, Bauteil- und Komponentenprüfung. Hierzu gehören z. B. Universalprüfmaschinen, Härteprüfgeräte, Bauteil- und Möbelprüfstände sowie verschiedene Längenmessvorrichtungen für Industrie und Forschung. Die 70 Mitarbeiter des Unternehmens mit Vertriebsbüros in ganz Deutschland bieten zudem verschiedene Services rund um das Thema Prüfen und Messen sowie die Nachrüstung von Universalprüfmaschinen. In den Bereichen Konstruktion und Softwareentwicklung pflegt Hegewald & Peschke enge Kooperationen mit Hochschulen und Fraunhofer-Instituten, wodurch das hohe Niveau der Produkte sowie deren technische Aktualität sichergestellt werden. Hegewald & Peschke wurde nach ISO 9001 zertifiziert und bietet Kalibrierungen mit DAkkS-Akkreditierung an. Weitere Informationen über die Hegewald & Peschke GmbH finden Sie im Internet unter www.hegewald-peschke.de.
Hegewald & Peschke Meß- und Prüftechnik GmbH
Am Gründchen 1
01683 Nossen
Telefon: +49 (35242) 445-0
Telefax: +49 (35242) 445-111
https://www.hegewald-peschke.de
Marketing
Telefon: +49 (35242) 445-607
Fax: +49 (35242) 445111
E-Mail: cornelia.graf-chmiel@hegewald-peschke.de
![]()




