Schnelle Rotation an der Kante
Ob Industrie oder Handwerk – das Entgraten und Verrunden der Werkstückkanten gehört bei der Herstellung vieler metallischer und polymerer Bauteile zu den wichtigsten Prozessschritten der Zwischenoder Finalbearbeitung. Eines der am weitesten verbreiteten und am einfachsten einzusetzenden Verfahren in diesem Bereich der Oberflächentechnik ist das halb- oder vollautomatisierte Entgraten mit maschinell angetriebenen Werkzeugbürsten. Vor allem für Anwender, die den hohen Investitionsaufwand und Energieeinsatz von thermischen und (elektro)chemischen Verfahren scheuen, ist das Bürstentgraten die ideale Lösung. Zumal auch die Vielseitigkeit und Anpassungsfähigkeit der heute für die Entgrattechnik zur Verfügung stehenden Bürstwerkzeuge für diesen rein mechanischen Weg zu entgrateten Kanten sprechen.
Extrem anpassungsfähig
Welcher Bürstentyp in welcher Größe und mit welchem Besatz die optimale Lösung für den konkreten Anwendungsfall ist, das entscheidet sich anhand zahlreicher Parameter. Zu den primären Auswahlkriterien gehört hierbei die Berücksichtigung der Härte der Werkstoffe der zu behandelnden Bauteile. Unmittelbar damit verknüpft ist die Frage der Gratgröße. So stellen beispielsweise außenliegende Grate von tiefgezogenen, geschmiedeten oder gestanzten Werkstücken andere Anforderungen an das Werkzeug als Grate in Bohrungen oder innenliegenden Verschneidungen. Unverzichtbar für die richtige Auslegung von Entgratbürsten ist zudem eine klare Zieldefinition: Wird ein Bauteil rundum entgratet oder sollen nur ausgewählte Bereiche bearbeitet werden, muss eine bestimmte Verrundung erreicht werden oder sind definierte Rauigkeiten das Ziel?
Einfache Handhabung
Mit hinein in die Auswahl und Auslegung von Entgratbürsten spielen des Weiteren die Fragen nach den Dimensionen der Werkstücke, den zu erwartenden Losgrößen (Bürstenstandzeit!) und der Handhabung (Bürstenwechsel!). In allen drei Punkten verbucht das Bürstentgraten erhebliche Vorteile gegenüber anderen Verfahren. Denn es eignet sich sowohl für sehr kleine Werkstücke als auch für tonnenschwere Bauteile und ist unabhängig von der Stückzahl-Frage, da sich eine richtig ausgelegte Entgratbürste bei Losgröße 1 als ebenso leistungsfähig zeigt wie in der Großserien-Produktion. Hochwertige Entgratbürsten erweisen sich auch dank des einfachen Werkzeugwechsels sowie mitunter hoher Standzeiten gerade in vollautomatisierten Anwendungen als ausgesprochen wirtschaftliche Lösung. Lange Stillstands- und Rüstzeiten gibt es nicht und viele Entgratbürsten können problemlos sowohl nass als auch trocken angewendet werden. Ein weiterer Pluspunkt: Das Bürstentgraten lässt sich sehr einfach in bestehende Fertigungsprozesse integrieren.
Abrasive Filamente oder stählerne Drähte
Das mechanische Arbeitsprinzip von Entgratbürsten beruht auf ihrer Rotationsbewegung, wobei sich die Umfangsgeschwindigkeit stets am Einsatzfall orientiert. Zustellung und Vorschub können sowohl werkzeugals auch werkstückseitig erfolgen. Außerdem lässt sich jedes Bürstwerkzeug über die Auswahl des Besatzes sehr präzise auf die Aufgabenstellung abstimmen. Abhängig von Werkstoff, Taktzeit sowie den Anforderungen an die Entgratung werden Bürstwerkzeuge mit abrasiven Filamenten oder mit Stahldrähten bestückt. Dabei lassen sich die abrasiven Filamente über die Kornart (SiC, AlO, Diamant, Keramik u.a.) und unterschiedliche Korngrößen an die Anwendung anpassen, während die Abstimmung bei drahtbestückten Bürstwerkzeugen über unterschiedliche Härten und Durchmesser der Drähte (0,06 bis 1,2 mm) sowie deren Geometrie (gewellt, verseilt, gezopft) erfolgt. In jedem Fall erhält der Anwender ein maßgeschneidertes Werkzeug zum mechanischen Entgraten und Verrunden von Halbzeugen und Bauteilen aus weichen oder harten Werkstoffen.
Präzise und vollautomatisiert
Als einer der weltweit führenden Bürstenhersteller demonstriert KULLEN-KOTI auf der Eisenwarenmesse Köln (Halle 10.2, Stand B021) und der GrindTec in Augsburg (Halle 4, Stand 4067) eine Auswahl aufgabengerecht abgestimmter Entgratbürsten. Unter anderem zeigt das Unternehmen Rund- und Einzelscheibenbürsten für das Säubern von Schweißnähten, Tellerbürsten für das Finishing von Oberflächen, Pinsel- und Topfbürsten für das Entgraten von Trennstellen oder Innen- und Alphahonbürsten für die Bearbeitung von Bohrungen und Querverschneidungen. Als besonderes Highlight präsentiert KULLEN-KOTI auch Werkzeugbürsten für die Realisierung von hochgenauen Kantenverrundungen sowie Entgratbürsten für den vollautomatisierten Einsatz in Roboterzellen und Bearbeitungszentren.
Entgratbürsten in Köln und Augsburg
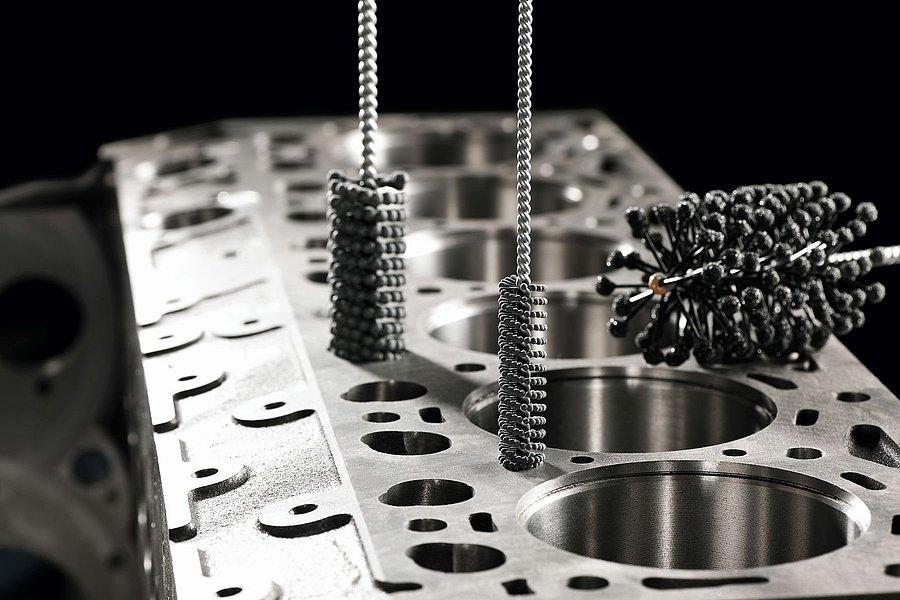
Je sensibler der Werkstoff und je kleiner das Werkstück, desto mehr Sorgfalt erfordert auch die Auswahl und Auslegung der Entgratbürsten. Hersteller KULLEN-KOTI bietet deshalb ein sehr großes Sortiment an Werkzeugbürsten für fast alle wichtigen Aufgabenstellungen der modernen Entgrattechnik. Sowohl auf der Eisenwarenmesse Köln (1.-4.3.2020) als auch auf GrindTec in Augsburg (18.-21.3.2020) präsentiert das Unternehmen auch zwei Arten von Bürsten, deren Domäne das Entgraten, Verrunden und Glätten schwer zugänglicher Bereiche bei der Innenbearbeitung von Hohlkörper-Bauteilen ist. Es handelt sich dabei um gedrehte Innenbürsten und sogenannte Alphahonbürsten. Beide Bürsten stehen in vielen verschiedenen Ausführungen zur Verfügung und können kundenspezifisch ausgelegt werden.
KULLEN-KOTI GmbH
Halskestraße 9
72766 Reutlingen
Telefon: +49 (7121) 142-0
Telefax: +49 (7121) 142-260
http://www.kullen.de
Marketingleitung
Telefon: +49 (7121) 142-211
Fax: +49 (7121) 142-259
E-Mail: frey.tanja@kullen.de
![]()