Thermoplastische Faserverbundhalbzeuge aus Polymervlies und Multiaxialgelege
Mit der SIM.PLY zu unidirektionalen faserverstärkten Tapes
Zur Herstellung der vorteilhaften Composite- Materialien müssen die Verstärkungsfasern mit dem thermoplastischen Kunststoff, der sogenannten Matrix, kombiniert werden. Hierfür hat KARL MAYER Technische Textilien die neue SIM.PLY entwickelt, die 2019 zur ITMA in Barcelona gelauncht wurde. Die innovative Anlage fertigt thermoplastische faserverstärkte Tapes und nutzt den Kunststoff dabei in Form von Folien. In einem Inline-Prozess werden die Fasern gespreizt und durch Druck- und Temperaturbeaufschlagung mit dem Folienkunststoff imprägniert. Dieser Verarbeitungsprozess auf der SIM.PLY ist bisher nur auf eine unidirektionale Faserorientierung ausgelegt, d. h., alle Fasern liegen in den hergestellten Halbzeugen in Produktionsrichtung. Es entstehen sogenannte unidirektionale faserverstärkte Tapes (UD-Tapes). Für viele Leichtbauanwendungen sind allerdings Faserverbundstrukturen mit multiaxialer Faserorientierung gefragt. KARL MAYER Technische Textilien will auch diesem Bedarf nachkommen. Das Unternehmen hat daher ein Projekt durchgeführt, um seinen Kunden innerhalb seines Produktportfolios auch Herstellungstechnologien für thermoplastische multiaxiale Halbzeuge und alternative Ausgangsmaterialien für die thermoplastische Matrix anbieten zu können.
Mit der COP MAX 5 zu multidirektionalen faserverstärkten Strukturen
Bei den Projektarbeiten zur Herstellung von Verstärkungsstrukturen mit flexibler Faserorientierung für thermoplastische Faserverbundhalbzeuge kam die Multiaxialwirkmaschine COP MAX 5 zum Einsatz. Zudem verwendeten die textilen Produktentwickler von KARL MAYER Technische Textilien kommerziell erhältliche Glasfasern, die für diese Anwendung mit speziellen Schlichten versehen waren. Das Ausgangsmaterial wurde zunächst auf dem Spreizsystem UD 700 homogen zu 12" breiten Faserbändern gespreizt. Das Flächengewicht betrug ca. 225 g/m². Der Spreizprozess führt zu einer Homogenisierung des Flächengewichtes, und damit zu konstanten Faservolumengehalten im späteren thermoplastischen Faserverbund. Zudem lassen sich die gespreizten Fasern besser imprägnieren, da die Fließwege des Polymers zwischen den einzelnen Faserfilamenten verkürzt werden – analog zu den Effekten beim Inline-Spreizen auf der SIM.PLY. Das gespreizte Tape wurde anschließend einer COP MAX 5 zugeführt – eine prozesstechnische Premiere. Die Multiaxialwirkmaschine ist eigentlich für die Verwendung von Carbonfasern mit endlichem Schusseintrag ausgelegt. Nun wurde sie erstmals für den Einsatz von Glasfasern getestet. Für die Glasverarbeitung hat KARL MAYER Technische Textilien zwar die COP MAX 4 im Repertoire, bei diesem Modell ist allerdings die Zuführung gespreizter Faserbänder nicht möglich.
Imprägnierprozess mit Polymervlies
Eine weitere Neuheit betraf das polymere Kombinationsmaterial der Composite- Lösung. Anders als bei der SIM.PLY üblich wurde ein Vliesstoff anstelle einer Polymerfolie verwendet. In Kooperation mit einem Vliesstoffhersteller sollte die Eignung seiner Produkte als Ausgangsmaterial für den Kunststoffanteil in thermoplastischen Faserverbunden untersucht werden. Das Polymervlies bestand aus einem Polypropylen( PP)-Schmelzvlies, hergestellt mittels Melt-Blown-Verfahren. Die Melt-Blown-Technologie erwies sich für diese Anwendung als günstig. Sie führt zu sehr feinen Filamentdurchmessern und geringen Flächengewichten. Um die Imprägnierung der Fasern mit dem Polymer zu begünstigen, wurden PP-Typen mit sehr niedrigen Schmelzeviskositäten genutzt. Das Vlies ist im aufgeschmolzenen Zustand sehr leichtfließend, die einzelnen Glasfasern werden sehr gut benetzt. Generell bieten Polymervliese durch ihre gute Luftdurchlässigkeit Vorteile gegenüber ihren geschlossenen Folienpendants, denn die Luft kann aus dem herzustellenden Faser-Kunststoff- Verbund besser entweichen.
Nähwirken und Imprägnieren
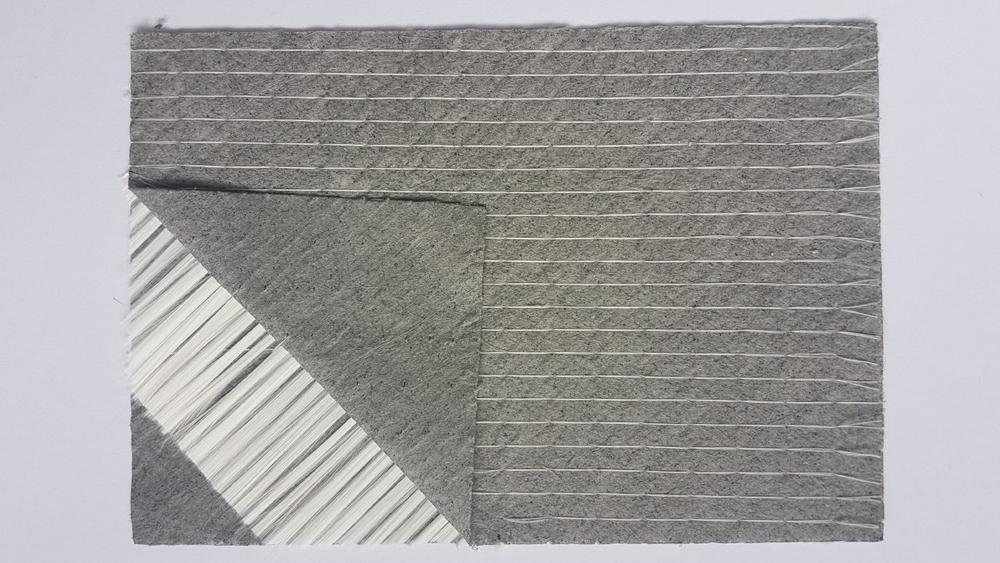
Das PP-Schmelzvlies für die Projektarbeiten hatte ein Flächengewicht von ca. 45 g/m². Das Fasermaterial wurde der COP MAX 5 als Schicht zugeführt – jeweils ober- und unterhalb einer Zwischenlage aus gespreiztem Glas, das mit einer Winkellage in 45° bzw. 60° Faserorientierung abgelegt worden war. Anschließend wurden die einzelnen Lagen der Sandwichstruktur durch das Nähwirken fixiert. Für den Wirkfaden erwies sich die Verwendung einer klassischen Polyestervariante als günstig. Das Polyestergarn hat einen höheren Schmelzpunkt als das PP-Schmelzvlies, bleibt damit auch im folgenden Imprägnierprozess erhalten und gewährleistet eine dauerhafte Faserfixierung. Die Winkellagen werden während des Durchlaufens der Imprägnierstrecke nicht verschoben. Erste Untersuchungen hierzu bei dem Projektpartner aus dem Bereich der Vliesherstellung zeigten positive Ergebnisse.
Weitere Schritte
Um den Kunden die jeweils passende Komplettlösung für ihre individuellen Anforderungen bieten zu können, laufen bei KARL MAYER Technische Textilien derzeit Arbeiten zum Vergleich der verschiedenen Herstellungsstrategien von thermoplastischen Faserverbundhalbzeugen mit unidirektionaler und multiaxialer Faserorientierung. Basis dabei ist das bei dem Unternehmen vorhandene Portfolio von Anlagen der Typen UD 700, COP MAX 5 und SIM.PLY. Im Mittelpunkt der Betrachtungen stehen die jeweilig resultierenden Materialeigenschaften, die Produktivität der Anlagen und die Nutzungsmöglichkeit von Ausgangsmaterialien. Damit geht KARL MAYER Technische Textilien einen weiteren Schritt in Richtung Systemanbieter.
KARL MAYER Holding SE & Co. KG
Industriestraße 1
63179 Obertshausen
Telefon: +49 (6104) 402-0
Telefax: +49 (6104) 402-600
http://www.karlmayer.com
Pressestelle
Telefon: +49 (6104) 402-274
Fax: +49 (6104) 40273274
E-Mail: ulrike.schlenker@karlmayer.com
![]()