CNC-Bearbeitung für die Elektromobilität
Mehr Honen statt Schleifen
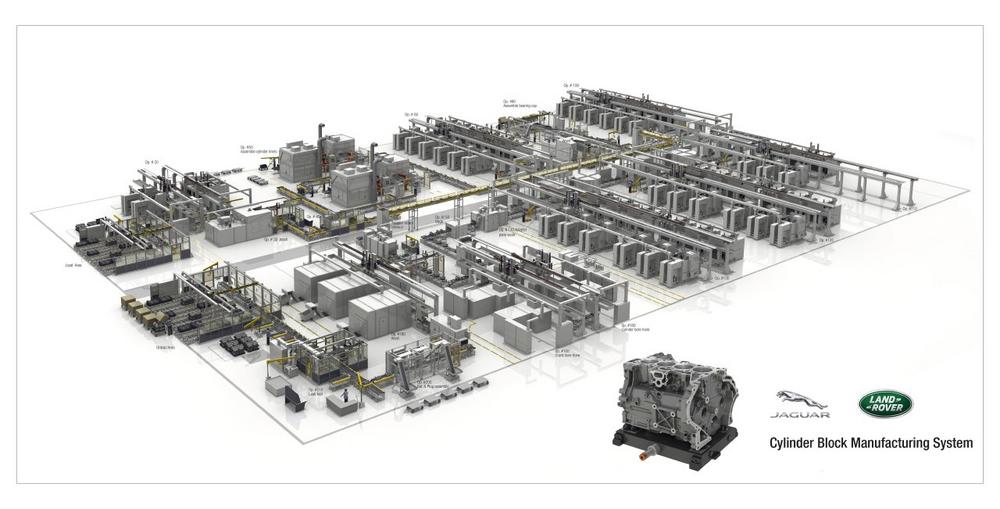
Laut einer Analyse des VDMA trägt bei einem Elektro-Fahrzeug trägt die Fertigung des Antriebsstrangs in etwa zwei Drittel weniger zur Wertschöpfung bei als bei einem Fahrzeug mit Verbrennungsmotor. Durch den Trend den Elektromotor und den Inverter sowie das Getriebe in ein gemeinsames Gehäuse einzubauen, liegen Konstruktionen vor, die im Vergleich zu einem Zylinder-Kurbelgehäuse (ca. 900 s Gesamtbearbeitung) mit > 1.000 s Gesamtbearbeitung vergleichbare Anlagenkonzepte erfordern (siehe Bild 1). Der klassische Elektroantrieb wie in Bild 2 dargestellt, besteht aus dem Statorgehäuse mit angegossenem vorderem Lagerschild, einem separaten Getriebegehäuse und einem ebenso separaten Invertergehäuse. Das Lagerschild wird über einen Passungs-Durchmesser an der Außenseite des Lagerschildes auf das Getriebegehäuse aufgesteckt und verschraubt. Bei dieser Konzeption muss der Lagersitz und der Außendurchmesser in einer Aufspannung und von einer Seite bearbeitet werden, um die erforderlichen Toleranzen einhalten zu können. Idealerweise werden in dieser Aufspannung Lagerbohrung, Außendurchmesser und Statorblech-Aufnahme in Folge bearbeitet. Ziel ist die Erreichung eines möglichst kleinen Luftspaltes zwischen Stator und Rotor. Die Spaltbreite zwischen den Bauteilen entscheidet über den magnetischen Widerstand, die Höhe des induzierten Stroms (Asynchronmaschinen) und damit dem Wirkungsgrad des Motors. Aus vielen Gründen, u.a. der Toleranzkette der Bauteile, beträgt der Luftspalt nur 0,5 bis 0,6 mm. Ein weiterer signifikanter Unterschied zu den klassischen Verbrennungsmotoren liegt in der Motordrehzahl von > 10.000 1/min. Beide Merkmale: gesteckte Antriebswelle und hohe Drehzahl sind für das Geräuschverhalten des Antriebsstrangs verantwortlich. Neben der hohen Anforderung der Positionstoleranzen der Getriebelagerstellen kommen noch die Oberflächenqualitäten der Getrieberadverzahnung (Honen anstelle von Schleifen) hinzu für eine optimale Laufruhe des Antriebsstranges.
Langjährige Erfahrung mit Elektromotoren
Innerhalb der FFG Gruppe kann MAG als der Systemlieferant von kleinen Fertigungszellen bis zu kompletten Turn-Key-Systemen für hohe Produktionsvolumen mit seinem Knowhow in Planung und Abwicklung auf Kundenwunsch die Generalunternehmerschaft übernehmen. Dabei deckt die Technologiebandbreite der FFG Gruppe das zu zerspanende Bauteilspektrum der Elektromobilität nahezu vollständig ab.
Ob neue oder rekonstruierte Maschinen, der Eislinger Maschinenbauer verfügt über langjährige Erfahrung. So fertigt MAG beispielsweise seit über 25 Jahren eigene Motorspindeln (Bild 3) und Rundtische her, in welche Elektromotoren – analog zum Antrieb des Elektrofahrzeugs – eingebaut werden. Mit dieser Erfahrung aus Fertigung, Montage und Prüftechnik sowie dem breiten Knowhow des Partnerunternehmens über Isolation, Wickeltechnik und Imprägnierung für Stator und Rotor werden Planungen für eine Turn-Key-Anlage und deren Abwicklung mit einem professionellen Projektmanagement umgesetzt. Ein Fahrzeugantrieb wird im Betrieb zwar dynamisch geringer beansprucht als der Direktantrieb von Werkzeugmaschinen und auch die Laufzeiten (Einschaltdauer) sind geringer, aber für die Beherrschung der sensiblen Seite des Elektroantriebes (Laufgeräusche im Getriebe), muss für die Fertigung das Wissen aus der Montage mit einfließen (Gehäuseaufweitung bei reibschlüssigem Einbau des Stators).
Für die Bearbeitung der sensiblen dünnwandigen Bauteile (Bild 4) wird vorzugsweise eine Direktspannung in der Vorrichtung (Alternative Adapterplatte) und eine Mehrfach-Aufspannung (Vor- und Fertigbearbeitung) empfohlen. Bei der Schruppbearbeitung, ist grundsätzlich in Richtung der Werkstückauflage zu bearbeiten. Der großflächige Spanabtrag am Innendurchmesser des Statorgehäuses setzt Spannungen frei, welche sich auf die Geometrie auswirken und daher wird ein erneutes Spannen vor der Fertigbearbeitung erforderlich. Optimal wäre auch eine Feinbearbeitung des Innendurchmessers (Butterfly-Werkzeug) ohne Gleitleisten zur Vermeidung von Brandflecken.
Von SPECHT bis HESSAP auf Elektroantrieb gerüstet
Das Angebot der ein- und zweispindligen CNC-Hochleistungsmaschinen der Baureihe SPECHT bietet für jedes kubische Bauteil des Elektroantriebes, des Energiespeichers und des Fahrwerks die exakt passende Maschine. Im Vergleich zu den klassischen Kugel-Rollspindel-Achsantrieben kann mit Lineartrieben die Produktivität zwischen 8 bis 12 % (jeweils bauteilabhängig) verbessert werden. Die Maschinen sind für die Nassbearbeitung und für die Trockenbearbeitung mit Minimalmengen-Schmierung konzipiert (auch nachrüstbar). Mit einer Fünf-Achsen-CNC-Maschine sind auch die Voraussetzungen für die Prozess- und Werkstückflexibilität geschaffen. Beim Einsatz von Adapterplatten (Bild 5) können auch sehr unterschiedliche Bauteile in einer Maschine ohne Umrüsten (Losgröße 1) gespannt und bearbeitet werden. Ein nicht zu unterschätzender Vorteil in der Phase der Markteinführung der Elektrofahrzeuge (Typenvielfalt und moderate Stückzahlen).
Für die Prozess-Inbetriebnahme werden Digitale Prozess-Zwillinge verwendet und diese stehen nachfolgend dem Betreiber für eigene Inbetriebnahmen zur Verfügung. (vgl. Bild 6)
Die Technologie der Wellenbearbeitung vom Stangenmaterial oder aus dem Schmiedeteil bis zum einbaufertigen Bauteil mit Laufverzahnung oder mit einer Spline-Profilierung deckt die FFG Gruppe ebenfalls mit eigenen Produkten für die Zerspanung mit definierter sowie undefinierter Schneide und zugehöriger Automation ab. Für Turn-Key-Anlagen werden die thermischen und/oder chemischen Prozesse als auch das Honen von Partnerunternehmen zugekauft.
Die Komplett-Weichbearbeitung von Wellen mit Laufverzahnung in einer Fertigungszelle (Bild 7), bestehend aus der Wälzfräsmaschine MODUL H 250 C und der Wellen-Drehmaschine HESSAPP WDM 250, ist ein Beispiel für die Integration mehrerer Operationen. Ein Highlight ist die Ausstattung der Wälzfräsmaschine mit einer Einheit zum hauptzeitparallelen Anfasen und Entgraten der Verzahnung mit schneidenden Werkzeugen. Durch die Kombination von Bearbeitungen in einer Fertigungszelle entfallen Schnittstellen und mit der Technologieintegration von Wälzfräsen und Anfasen / Entgraten im parallelen Betrieb reduzieren sich Operationsfolgen und Nebenzeiten. Beides trägt nicht nur zu geringeren Produktionskosten bei, sondern auch zur Erhöhung der Bauteilqualität.
Auch additive und Laser-Technologien integriert
Die Hartbearbeitung der Wellen können mit horizontale (BOEHRINGER) und vertikalen (HESSAPP, SMS) Drehmaschinen erfolgen. Unabhängig von der davon können auf den Maschinen Drehprozesse für die Feinstbearbeitung, z.B. das drallfreie Drehen mit Breitschlichtscheibe (Laufflächen von Wellendichtungen), ausgeführt werden. Die Integration von additiven Technologien wie Laser- oder Induktionshärten, Walzen oder Schleifen bietet sich an. Für die klassischen Schleifprozesse stehen in der FFG Gruppe mit Produkten von MECCANODORA, MORARA und TACCHELLA Außen- sowie Innenrund- und Profilschleifmaschinen in vertikaler oder horizontaler Ausführung zur Verfügung.
Letztlich stellen die Produktionsanlagen für Komponenten des elektrischen Antriebsstrangs keinen Quantensprung im Vergleich zu modernen Agilen Fertigungssystemen dar. Neu hingegen ist die Art der Planung und Umsetzung unter Nutzung der verfügbaren Digitalisierungsmethoden für das spezifische Technologiewissen. Der disruptive Prozess muss von beiden Seiten gemeistert werden: der Fahrzeughersteller muss akzeptieren, dass eine weitere Kernkomponente möglicherweise vom Zulieferer kommt und der Anlagenhersteller muss das Verschwinden vieler Motoren- und Getriebebauteile verkraften und sich vermehrt auf die Kunden aus der Zuliefererbranche einstellen.
FFG Europe & Americas MAG IAS GmbH
Salacher Straße 93
73054 Eislingen
Telefon: +49 (7472) 168-0
Telefax: +49 (7472) 168-334
https://ffg-ea.com/de
PRX Agentur für Public Relations GmbH
Telefon: +49 (711) 7189903-04
Fax: +49 (711) 71899-05
E-Mail: ralf.haassengier@pr-x.de
Telefon: +49 (7161) 805-4900
Fax: +49 (7161) 805-2630
E-Mail: manfred.berger@mag-ias.com
![]()



