10 Considerations for Optimum Use of Vacuum Technology
In contrast to compressed air technology, many users find vacuum technology quite tricky to understand. This is why vacuum pumps are often used incorrectly or their output is unnecessarily excessive. This results in unsatisfactory results, disruption-prone processes or excessive energy or operating costs. The 10 considerations below have been put together to help you use vacuum technology as effectively and efficiently as possible so that you can optimize processes and cut operating costs.
1. Understanding the physics of vacuum
The main purpose of vacuum pumps and vacuum systems is to suck air out of a closed system in order to generate vacuum. This means they generate a level of pressure that is lower than the atmospheric or ambient pressure.
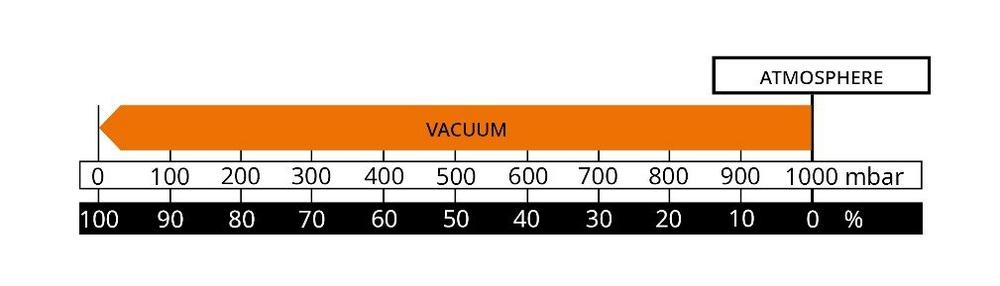
In packaging technology, you can use vacuum to suction, evacuate, shape, press, hold, move, fill, and transport. The level of vacuum used depends on the application, but always ranges from between 1 and 900 millibars [mbar] (absolute). Assuming atmospheric pressure (air pressure) of 1,000 mbar, this vacuum level would be between 10 and 99.9 percent (Fig. 1).
In addition to the vacuum level achieved by a vacuum pump (known as the ultimate pressure), a vacuum pump’s pumping speed is another key variable. The pumping speed indicates how much air a vacuum pump is able to extract within a certain period of time. Pumping speed is normally specified in cubic meters per hour [m3/h]. Both technical parameters are related to one another. This relationship is depicted in the so-called pumping speed curve (Fig. 2).
2. Choosing the ideal vacuum generator
There is an array of different types of vacuum technology. The following mechanical vacuum pumps or blowers are mainly used in the field of packaging technology (Fig. 3):
1. Dry-running rotary vane vacuum pumps
Dry-running rotary vane vacuum pumps are ideal for a variety of packaging processes. These pumps are able to reach a maximum vacuum level of 100 mbar. However, the pumping speed should not exceed 40 m3/h as the vanes in larger vacuum pumps of this type wear more and thus result in excessive increases in maintenance effort and the related costs (Fig. 4).
2. Oil-lubricated rotary vane vacuum pumps
Oil-lubricated rotary vane vacuum pumps achieve a vacuum level of 0.1 mbar. They are the standard in vacuum packaging but may also be used in many other applications throughout industry. Rotary vane vacuum pumps are able to cover pumping speeds from 3 to 1,600 m3/h. The operating fluid oil is transported in an internal circuit (Fig. 5).
3. Dry claw vacuum pumps
Dry claw vacuum pumps do not require any operating fluids in the compression chamber. They have a contact-free operating principle and are therefore nearly maintenance-free. They achieve ultimate pressures of up to 40 mbar and can be regulated from 20 to 80 Hertz rotational speed, which makes them suitable for processes in which changing output requirements should be met on a demand-driven basis. Common pumping speeds are between 40 and 1,000 m3/h (Fig. 6).
4. Dry screw vacuum pumps
Dry screw vacuum pumps also do not require operating fluids to compress the extracted air. They achieve a vacuum level of 0.1 mbar and below. Since most applications operate at much higher pressures, screw vacuum pumps are generally only used in larger vacuum packaging machines as an alternative to a rotary vane vacuum pump with an additional vacuum booster (Fig. 7).
5. Side channel blowers
One of the distinguishing features of side channel blowers is their high pumping speed. Because they only achieve low differential pressures, they are only able to achieve a maximum vacuum level of 500 mbar. They are therefore ideally suited to applications that require a high pumping speed in combination with a low vacuum level. While side channel blowers are maintenance-free, they are less energy-efficient if they are used close to their performance limits (Fig. 8).
3. Dimensioning the vacuum supply
It is important for users to exactly understand their particular process and to know which vacuum level and pumping speed are required for it. Uncertainty often leads to choosing a vacuum pump with excessive dimensions, resulting in unnecessary energy and operating costs. In scenarios with changing process parameters, we recommend vacuum pumps that can be controlled on a demand-driven basis and that either constantly maintain the required vacuum level or guarantee a consistent pumping speed.
We always recommend consulting a vacuum specialist. Busch Vacuum Solutions offers special vacuum audits, which examine current processes and highlight potential areas of improvement.
4. Choosing between a central or local vacuum supply
The decision between a central vacuum supply (Fig. 9) for an entire plant or multiple vacuum consumers, and a decentralized vacuum supply where each individual machine has its own vacuum pump, can have a decisive impact on your procurement and operating costs. It is therefore important to carefully weigh your options.
Individual vacuum pumps that are installed inside a machine or in close proximity to it are cheaper than a central vacuum supply, not least because you no longer have to cover the costs for procuring and installing a pipeline system. However, it is important to remember that a central vacuum supply uses far fewer vacuum pumps than a decentralized solution. Operating costs are reduced because your maintenance and energy costs are lower. What is more, a central vacuum supply can be set up outside of packaging or production areas. This means that no noise or heat builds up at your work stations. A central vacuum supply with a control unit also makes it easier to meet output requirements on a demand-driven basis and can be operated over a broader output spectrum.
You should also consult a vacuum expert when deciding for or against a central vacuum supply. Busch Vacuum Solutions has many decades of experience in designing and building central vacuum systems and is able to offer its customers tailor-made solutions.
5. Increasing efficiency with vacuum vessels or buffers
Vacuum vessels on individual vacuum pumps and even on larger vacuum supply systems can save huge amounts of energy.
They can be installed between the vacuum pump or vacuum system and the consumers. Using a simple control mechanism, the vacuum in the vessel can be maintained at a particular level. Once this level has been reached, the vacuum pump switches off automatically or switches to idle mode. If the pressure in the vessel rises above a defined value, the vacuum pump switches back on. Without this upstream vacuum vessel, the vacuum pump would run at full power all the time, meaning it would consume more energy as well. Use of a vacuum pump with variable peed drive can increase the energy saving even further.
Busch Vacuum Solutions offers complete units with regulated vacuum pumps and vacuum vessels as standard (Fig. 10) and builds individual vacuum systems with upstream vessels.
6. Working with vacuum experts
Every form of vacuum technology and every vacuum system configuration has its advantages and disadvantages. Picking the best vacuum solution calls for in-depth knowledge of vacuum technology as well as an understanding of the user’s processes.
That is why we always recommend working with a vacuum specialist. Busch Vacuum Solutions has a global network of vacuum specialists who focus on particular applications and markets. Thanks to the company’s wide and comprehensive portfolio of vacuum technologies, these specialists are able to offer the ideal solution for each individual application.
7. Thinking about energy costs
A vacuum generator’s energy costs cannot be calculated on the basis of the nominal motor rating because this only provides a limited reflection of the actual power consumed. Information regarding the nominal motor rating and the additional specification of a service factor confuse the matter. While this format is permitted under the US NEMA standard, it does in fact suggest lower power consumption than you would achieve in practice.
On top of this, different types of vacuum technology consume different amounts of electricity in different pressure ranges. At a vacuum level of 0.1 to 10 millibar, an oil-lubricated rotary vane vacuum pump needs just 40 to 60 percent of the specified nominal rating. Energy consumption can only be compared directly if you know the shaft power across the entire pressure profile and if you know the pressure conditions during the packaging process. Reputable manufacturers of vacuum pumps and systems are able to calculate anticipated energy consumption for their customers.
8. Calculating total costs
When purchasing vacuum technology, you should do more than just compare the investment and energy costs of different vacuum pumps and different manufacturers to help you make your decision. You should always look at the anticipated total costs over an extended period. Like energy costs, operating costs can also vary greatly. It is important to consider maintenance work and the resulting downtime, costs for spare parts, and the procurement and disposal of operating fluids.
9. Checking the availability of service and spare parts
The reliability of a packaging process normally depends directly on the operational safety of the vacuum pump or vacuum system. Therefore, it is important to pick a trustworthy provider who can offer swift, reliable services on your premises and also deliver spare parts without delay. Busch Vacuum Solutions has the largest global service network and offers a 24-hour emergency service.
10. Looking to the future: Industry 4.0
Today’s vacuum pumps allow for easy maintenance with easy access to all service relevant parts. Busch also offers contractual services at a fixed rate and takes responsibility for the operational safety of its vacuum pumps and vacuum systems. The operator is thus protected and does not need to have its own team of service technicians. Busch has now vacuum pumps in its product portfolio that feature intelligent sensors to inform the operator or service technician about pending maintenance work in real time (Fig. 11). What is more, also retrofit kits are on offer that can be used to make existing vacuum pumps ready for Industry 4.0.
Busch Vacuum Solutions
Schauinslandstraße 1
79689 Maulburg
Telefon: +49 (7622) 681-0
Telefax: +49 (7622) 5484
http://www.buschvacuum.com
E-Mail: sabrina.heinecke@busch.de
![]()




