Polyethylen (PЕ) / Polyamid (PA)-Mehrschichtfolien sind mechanisch Recycelbar!
Autoren: Rolf-Egbert Grützner*; Berthold Moorkamp**, Hans-Udo Beckmann**
Da die Autoren für eine faktenbasierte Beurteilung eintreten, sind diese nicht durch den Stand der Wissenschaft gedeckten Behauptungen nicht nachvollziehbar. In der Ausgabe 2022 des Mindeststandards der Zentralen Stelle Verpackungsregister in Deutschland[#15].wurden konsequenterweise die DfR-Regularien an die Fakten angepasst und co-extrudierte PE/PA-Mehrschichtfolien mit einem definierten Haftvermittler-Polyamid-Verhältnis als verträgliche Komponenten im PE-Folienstrom akzeptiert.
Die Herstellung hochwertiger PE/PA/EVOH-regranulathaltiger Blasfolien im industriellen Maßstab wurde erstmals während der Expo des Maschinenbauunternehmens
Windmöller & Hölscher (W&H), die parallel zur Kunststoffmesse 2022 stattfand, präsentiert. Die optische und mechanische Performance dieser regranulathaltigen Blasfolien ist hinsichtlich ihrer optischen und mechanischen Performance mit Neuware vergleichbar.
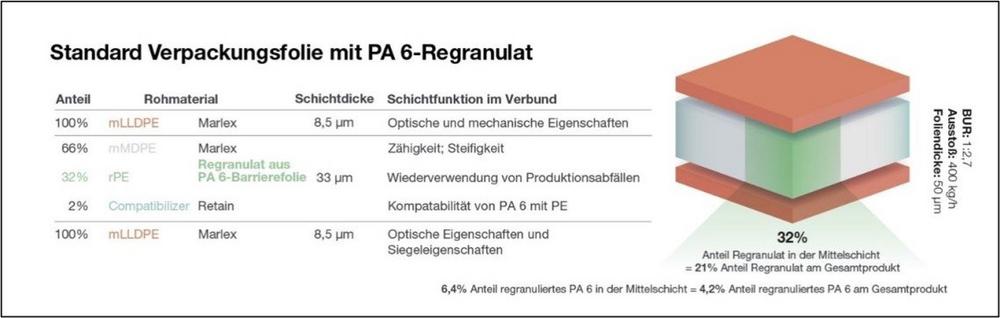
Im Einzelnen erfolgte die Präsentation durch Fertigung von jeweils 3-Schichtfolien mit einer Gesamtdicke von 50 µm auf einer luftgekühlten Blasfolienanlage VAREX II mit einem Aufblasverhältnis (BUR) von 1:2,7 und einem Durchsatz von 400kg/h. Die Mittelschichten der hergestellten Folien enthielten verschiedene Regranulate mit Anteilen von 25 – 32 Gew%.
Abbildung 1 fasst die Details der Struktur mit integriertem PE/PA6-Regranulat (basierend auf einer Primärfilmstruktur mit 20% PA6 = Ultramid® B40LN) zusammen, Abbildung 2 veranschaulicht die gleichen Informationen für die 3-Schichtfolie mit PE/CoPA/EVOH-Regranulat (basierend auf einer Ausgangsfolie mit 25% PA6/6.6 CoPA = Ultramid® C40LN und 3% EVOH).
Alle Details zu den genutzten Primärfolien bzw. deren Strukturen können in[#16] nachverfolgt werden.
Während Abbildung 3 stellvertretend einen visuellen Eindruck der optischen Qualität von Folie 1 (enthält PE/PA6-Regranulat) vermittelt, findet sich in den Tabellen 4 und 5 eine Zusammenfassung zentraler mechanischer und optischer Eigenschaften der 3 untersuchten Folien. Bei den dargestellten Daten handelt es sich jeweils um Prozentangaben im Vergleich zu der als 100% Basis gesetzten Referenzfolie aus Polyethylen.
Die in Abbildung 4 zusammengefassten mechanischen Kennwerte aus dem Zugversuch quantifizieren sehr geringe Unterschiede zwischen der reinen PE-Referenz (blau) und den beiden PA-haltigen Folienrezepturen. Unabhängig davon, ob PE/PA6- oder PE/CoPA/EVOH-Regranulate zum Einsatz kamen, sind in Längsrichtung der gemessenen Folien vergleichbare Werte (Zugfestigkeit) oder sogar leicht verbesserte Parameter (Reißdehnung) bzw. eine Weichmacherwirkung von max. ca. 10% (Verringerung Zug-E-Modul) zu verzeichnen. Während sich die niedrigeren Messwerte von Zugfestigkeit bzw. Reißdehnung in Querrichtung mit < 6% wiederfinden, fallen die Unterschiede beim Zug-E-Modul mit max. < 10% ebenfalls sicher in einen akzeptierten Bereich.
Abbildung 5 zeigt sogar deutliche Verbesserungen der Weiterreißfestigkeit (Elmendorf) in Längs- und Querrichtung (höhere Werte der orangenen (PE/PA6-Regranulat) bzw. grauen (PE/CoPA/EVOH-Regranulat) Balken gegenüber der blau dargestellten PE-Referenz. Darüber hinaus werden praktisch vergleichbare Messwerte für alle 3 Folienvarianten bei der Durchstoßfestigkeit sowie der Trübung = Transparenz ermittelt.
Im Gegensatz zur Verwertung von gemischten „post-consumer“ Verpackungsabfällen spielt für ein effektives Kreislaufkonzept zur Einarbeitung von „post-industrial“ Folienabfällen neben der Verarbeitbarkeit und den mechanischen Eigenschaften auch die optische Performance einer regranulathaltigen Folie eine zentrale Rolle. Eine trübere Folie mit kleinen Schönheitsfehlern (Stippen) wird in der Praxis nicht akzeptiert.
Aus diesem Grund wurden neben den mechanischen und optischen Kennwerten der fertigen Folie auch die optische Qualität während der Herstellung in Form einer on-line optischen Analyse von auf der Folienoberfläche sicht- und messbaren Defekten, beispielsweise Verunreinigungen („black spots“) oder Stippen, beurteilt.
Die nachfolgende Abbildung 6 zeigt repräsentative Ausschnitte aus den während der Folienherstellung aufgezeichneten Stippenniveaus der reinen PE-Referenzfolie sowie der komplexen Variante unter Zusatz von PE/CoPA/EVOH-Regranulat, klassifiziert nach Durchmesser der Defekte in µm = f(Zeit).
Aus Abbildung 6 wird ersichtlich, dass die Folienvariante unter Einsatz von PE/CoPA/EVOH-Regranulat für die vermessenen „kleineren“ Stippendurchmesser von </= 300µm (rote Linie) sowie </= 500µm (blaue Linie) ein deutlich verringertes Niveau gegenüber der eingesetzten PE-Referenz aufweist, während im Gegensatz zur PE-Referenz zusätzliche Stippendurchmesser von > 1000µm auftreten, jedoch auf einem sehr niedrigen Niveau.
Es konnte gezeigt werden, dass bei Einarbeitung von PE/PA-Mischregranulaten in neue PE-basierte Folienstrukturen, selbst mit Konzentrationen von > 5% PA und auch bei Nutzung von PA/EVOH-Kombinationen, ein exzellentes Qualitätsniveau erreicht werden kann.
Die gefertigten regranulathaltigen Folien und die daran gemessenen mechanischen und optischen Eigenschaften bestätigen eindrucksvoll die praktische Machbarkeit einer
„0%-Abfallstrategie“ von internen PE/PA6- bzw. PE/CoPA/EVOH-Verarbeitungsabfällen während der Produktion. Außerdem liefern sie eine weitere Bestätigung der Verträglichkeit von PA-haltigen Mehrschichtfolienstrukturen im PE-Abfallstrom als Akzeptanzgrundlage derartiger Mehrschichtverbunde in Verpackungsanwendungen mit nachgewiesener Recyclingfähigkeit. Damit steht der Nutzung der bekannten Vorteile von Polyamiden in Bezug auf Barrierewirkung und mechanische Festigkeit zum Schutz des verpackten Gutes und zur Reduktion des Verpackungsvolumens für insgesamt nachhaltige Verpackungslösungen nichts entgegen.
Darüberhinaus unterstützen die hier vorgestellten Ergebnisse den Nachweis und die Bestätigung der Verträglichkeit von PE/PA/EVOH-Mehrschichtverbundfolien im PE-Abfallstrom aus gemischten flexiblen Haushaltskunststoffabfällen. Da in der genannten Abfallmischung der Polyamidanteil im niedrigen einstelligen Prozentbereich liegt, stellt dieser somit keinerlei Risiko für die Recyclingfähigkeit der Verpackungen dar.
Referenzen
[#1] https://www.cyclos-htp.de/…
[#2] 2020-PO-011-UBE-technology-approval-letter.pdf (recyclass.eu)
[#3] 2021-PO-016-Umaras-technology-approval-letter.pdf (recyclass.eu)
[#4] https://ube.es/…*ci2o9i*_up*MQ..*_ga*NzE0MjY1NjUwLjE2NzYzMTIyOTA.*_ga_WMMW6C900D*MTY3NjMxMjI4OS4xLjEuMTY3NjMxMjMzNi4wLjAuMA..
[#5] Certificate 2548-2021-002684 Bogucki Folie Multilayer PE-PA; cyclos-HTP, 2021
[#6] Zertifikat 2141-2022-003085 VF Verpackung_AMILEN; cyclos-HTP, 2022
[#7] https://packaging-journal.de/… 12/2022, Allflex SR, Allvac Folien GmbH
[#8] Certificate 2506-2021-002622 Parnaplast Industria de Plasticos Multilayer PE-PA; cyclos-HTP, 2021
[#9] Gemeinsame Präsentation BASF SE – Ube: Recycling of Multilayer films containing Polyamid; General Summit CEFLEX, 03_2021
[#10] Grützner, R.-E.; Bothor, R.: Coextrudierte PE/PA – Mehrschichtfolien sind recycling-fähig! www.cyclos-htp.de/…
[#11] Pacitti, St.: Complex approach, Plastics in Packaging PIP, 03_2021, 25
[#12] Grützner, R.-E.; Mechanisches Recycling von PE/PA6 – Mehrschichtverbundfolien, Webinar BASF SE – ZLV Kempten, 12_2020
[#13] Design for Recycling Guidelines – RecyClass
[#14] https://guidelines.ceflex.eu/
[#15] Mindeststandard zur Bewertung der Recyclingfähigkeit systembeteiligungspflichtiger Verpackungen gemäß §21 (3) VerPackG, Zentrale Stelle Verpackungsregister, Ausgabe 09/2022
[#16] OnePager: “PE – film with PA-recyclate” Windmöller & Hölscher Expo, Lengerich 10/2022
* BASF SE, 67056 Ludwigshafen, Germany; ** Windmöller & Hölscher, 49525 Lengerich, Germany
Windmöller & Hölscher KG
Münsterstr. 50
49525 Lengerich
Telefon: +49 (5481) 14-0
Telefax: +49 (5481) 14-2649
http://www.wuh-lengerich.de
Corporate Communications
Telefon: +49 (5481) 14-2791
Fax: +49 (5481) 14-3355
E-Mail: Heidrun.Teeske@wuh-group.com
![]()



