
Vollautomatische FOSB-Verpackung mit Reinraumrobotern
Im äußersten Süden Bayerns, im malerischen Ort Burgkirchen, hat sich im Jahr 2006 ein kleiner aber feiner Hightech-Sondermaschinenbauer niedergelassen, dessen innovative Automatisierungslösungen schnell internationale Beachtung erfuhren. Mit durchdachten Anlagen gelang es der jungen cts GmbH selbst in anspruchsvollsten Branchen, darunter Automotive, Elektronik, Semiconductor, Life Science und mehr Fuß zu fassen und entsprechende Expertise aufzubauen. Nach kräftigem Wachstum zählt cts heute mehr als 350 Beschäftigte an mehreren Standorten – geblieben ist dem Unternehmen seine Innovationskraft, die es mit dem AutoBaggingTool, kurz ABT, einmal mehr unter Beweis stellt.
Was es mit dem ABT auf sich hat, bringt Alfred Pammer, Prokurist bei cts auf den Punkt: „Beim ABT handelt es sich um eine komplexe Roboterzelle mit zwei reinraumtauglichen Stäubli Sechsachsrobotern, die vollautomatisch die komplette Bag-in-Bag-Verpackung der mit Wafern bestückten FOSB-Behälter übernimmt. Diese wegweisende Lösung ersetzt den zum Teil immer noch in Handarbeit ausgeführten Verpackungsvorgang und bietet dabei ein entscheidendes Plus an Prozesssicherheit, Effizienz und Qualität.“ Um der permanent steigenden Nachfrage nach dieser Lösung gerecht werden zu können, hat cts vor kurzem eine komplette neue, hochmoderne Fertigung aufgebaut.
Im Gegensatz dazu zählt die manuelle Verpackung der bis zu zehn Kilogramm schweren FOSB zu den körperlich sehr anstrengenden Tätigkeiten. Die Beschäftigten müssen zunächst den korrekten Sitz der Wafer in der Box überprüfen, danach kontrollieren, ob die diversen Anbauteile am FOSB richtig montiert wurden und zu guter Letzt die schwierige Verpackung mit innerem und äußerem Beutel erledigen – das alles unter Reinraumbedingungen und in Cleanroom-Anzügen.
Vollautomatisch statt manuell
Wie schnell, einfach und effizient die vollautomatische Verpackung mit den zwei Stäubli Reinraumrobotern vom Typ TX2-160 erfolgt, zeigt sich beim Blick auf die kompakte Komplettzelle von cts, in die alle Komponenten wie Verpackungsstationen, Prüfkammern, Roboter, Visionsysteme, Drucker und dergleichen mehr integriert sind. Bevor die im Normalfall mit 25 Wafern bestückten FOSB ihre Reise durch die insgesamt 15 Stationen der Anlage antreten, werden sie wie in der Halbleiterindustrie üblich per RFID identifiziert. Die erforderlichen Parameter werden vom Host-System via SECS/GEM Schnittstelle abgefragt. Auf Basis der erhaltenen Informationen erfolgen anschließend alle nötigen Prozessschritte.
Zunächst werden die mit den Wafern bestückten Behälter von einem Overhead Hoist Transportsystem, kurz OHT, bereitgestellt und der Anlage über ein Einlaufband zugeführt. Im ersten Schritt steht dann an einer Prüfstation der sogenannte Cross Slot Check an, bei dem die korrekte Lage aller Wafer in der Box überprüft wird.
Im Anschluss daran nimmt der erste Stäubli Sechsachser die FOSB auf und präsentiert sie einem Visionsystem, das die richtige Position der Anbauteile an der Box kontrolliert. Weiter geht es zum Labeling und der anschließenden Qualitätskontrolle des Labels. Beide Prozessschritte übernimmt der TX2-160, indem er den Behälter sicher in der Hand haltend der Labeling- und der BV-Station bereitstellt. Um die Taktzeiten kurz zu halten, erledigt der TX2-160 alle Fahrten mit hoher Dynamik und Präzision.
Ein aufwändiger Prozess: die Bag-in-Bag-Verpackung
Jetzt steht der erste Verpackungsvorgang mit dem inneren Beutel auf dem Programm. Dazu legt der Sechsachser den Behälter an einer vollautomatischen Station ab, in der die Verpackung sowie das Verschweißen des inneren Beutels erfolgt. Als nächste Prozessschritte schließen sich das Falten und Kleben des Überstandes sowie eine Dichtheitsprüfung der Vakuumverpackung an.
Diese Teststation bildet gleichzeitig die Übergabeposition des FOSB von Roboter eins zu Roboter zwei. Während der erste TX2-160 die Box dort zur Prüfung ablegt, holt sie der zweite Sechsachser dort nach erfolgtem Test ab. Anschließend übernimmt Roboter zwei die komplette Handhabung für die Verpackung mit dem äußeren Beutel, bei dem die gleichen Arbeitsschritte auszuführen sind wie beim Verpackungsprozess des inneren Beutels samt weiterem Labeling mit Qualitätscheck des Labels. Zu guter Letzt legt der Roboter die komplett verpackte und geprüfte FOSB auf dem Ausförderband ab.
„Die Anlage gewährleistet nicht nur eine signifikante Qualitätssteigerung sowie eine Erhöhung der Prozesssicherheit, sondern steht auch für einen deutlich erhöhten Output. Pro Monat kann das AutoBaggingTool ABT einen Durchsatz von bis zu 8.000 FOSB erreichen“, so Alfred Pammer. Ein weiterer gewaltiger Vorteil der Anlage besteht darin, dass sie eine Vielzahl an FOSB-Formaten mit unterschiedlichen Anbauteilen handhaben kann. Aufgrund der Flexibilität der Stäubli Roboter und der von cts selbst entwickelten Greiftechnik kann ABT nahezu alle Varianten ohne jedwede Umrüstvorgänge verpacken. Ein Alleinstellungsmerkmal, das Kunden in aller Welt schätzen.
Auch die geforderte Reinraumklassifizierung ISO 6 stellt für die beiden Stäubli Roboter keine Herausforderung dar. Sie erreichen diese Klassifizierung bereits in der Standardausführung. „Wir setzen bei unseren Semiconductor-Anlagen grundsätzlich auf Stäubli Roboter, da sie quasi als Referenz im Reinraum gelten und gleichzeitig äußert präzise und zuverlässig sind. Diese Anlagen laufen vorwiegend in Asien und in weiteren Teilen in aller Welt rund um die Uhr, da können wir uns keine Störungen oder gar Ausfälle leisten“, betont Alfred Pammer.
Über den Stäubli Konzern
Stäubli ist ein weltweit agierender Anbieter von Mechatronik-Lösungen in vier Geschäftsbereichen: Electrical Connectors, Fluid Connectors, Robotics und Textile. Wir sind ein internationaler Konzern, der in 28 Ländern tätig und in 50 Ländern auf 4 Kontinenten vertreten ist. Unsere weltweite Belegschaft von über 6.000 Mitarbeitern setzt sich dafür ein, mit Kunden aus fast allen Industriesparten eine partnerschaftliche Beziehung zu pflegen, um Ihnen umfassende Lösungen und langjährigen Support bieten zu können. Ursprünglich 1892 als kleine Werkstatt in Horgen/Zürich, CH, gegründet, ist Stäubli heute ein internationaler Konzern mit Hauptsitz in Pfäffikon, Schweiz.
Das einzigartige Produktportfolio von Stäubli Robotics umfasst Vier- und Sechsachs Industrieroboter, kollaborative und mobile Roboter sowie Fahrerlose Transportsysteme. Die leistungsfähigen, hochpräzisen Lösungen von Stäubli ermöglichen es Kunden in vielen anspruchsvollen Branchen, die Herausforderungen von Industrie 4.0 auch unter hochspezifischen Fertigungsbedingungen zu meistern.
[url=https://www.staubli.com/global/de/robotics.html]Roboterautomation für industrielle Anwendungen | Stäubli (staubli.com)[/url]
https://www.linkedin.com/company/staubli-robotics/
Stäubli Tec-Systems GmbH Robotics
Theodor-Schmidt-Str. 19/25
95448 Bayreuth
Telefon: +49 (921) 883-0
Telefax: +49 (921) 883-3244
https://www.staubli.com/de/de/robotics.html
Manager of Marketing and Division Business-Marcom
Telefon: +49 (921) 883-3212
E-Mail: s.koban@staubli.com
![]()

Das könnte dich ebenfalls interessieren
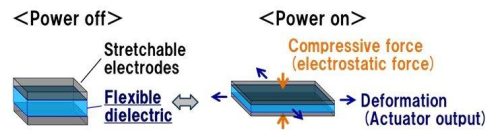
Toray Creates Stretchable Film with High Dielectric Constant and Resilience that Helps Cut Actuator and Sensor Weight and Energy Consumption

weMonitor: Weiterentwicklung um neue Funktionen zur Ad-hoc-Analyse und Bilderfassung
